回转窑烧制石灰已经有300 年以上的历史,在我国从20 世纪70 年代引进德国和美国的技术和设备以来,预热机、冷却机已经得到广泛的推广。目前,在运转中及新建的石灰回转窑多采用竖式预热机和冷却机技术,石灰石的预热和一部分的分解反应都在预热机里进行,使得回转窑的长度进一步缩短。现代石灰回转窑的长径比均在1:15 以内。因此新设计的石灰回转窑都是采用的两组托轮支承,这使托轮与滚圈之间采用摩擦方式来传递扭矩成为可能。
评价一个回转窑设计的优劣主要有操作方便、维护成本低,还有使用费用(主要是耗能低)这三项。现代石灰回转窑产量越来越大,直径也越来越大。比如,1200 吨/天的石灰回转窑直径已经达到5.2m。由于以上因素,石灰回转窑的托轮与滚圈之间的接触应力也越来越大。这样固定式托轮技术的弊端也就越来越明显。固定式托轮机构中的两组托轮所对应的轴线与回转窑筒体之间的轴线是通过托轮轴承座后面的顶丝来调整的,对心位置在理论上只有一个。在实际操作中很难做到两个轴线完全平行,即使两个轴线在冷态时调的平行了,但在热态时两组托轮支承所对应的位置的温度是不一样的,而且温差比较大,同时窑的直径也很大,存在比较大的热膨胀量差,这就造成现在很多窑在冷态时窑的驱动电流与理论值很接近,在生产中的驱动电流与理论值差很多,主要是因为热态时两条轴线已经不再平行。
现在有些设计,人为的把高温段支承装置的高度依据计算适当降低,使热态时两轴线趋于理论值,这样做能起到一定的作用。但是当窑内耐火材料的损坏时,窑内各部分温度的变化能直接影响到这个计算的理论值,进而影响到人为调整的作用。托轮组所确定的轴线与窑筒体的轴线不对中造成的影响主要有:一是窑运转需要更大的力,造成驱动功率消耗过大,窑的运行费用增加;二是托轮与滚圈之间不再是线性接触,托轮和滚圈的使用寿命降低,一旦需要检修,窑冷却对窑内耐火材料的损伤很大,这些都增加了窑的维护成本。
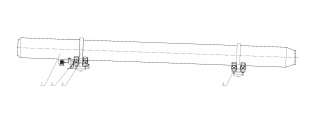
一种自调中摩擦传动石灰回转窑,装置图包括主动托轮组、从动托轮组、窑体和滚圈,窑体下分别设有主动托轮组和从动托轮组,其中主动托轮组与位于窑体进料侧的滚圈相配合,其特征在于,所述从动托轮组中包括结构相同、对称布置的两个托轮装置,两托轮装置的相对侧分别与中央基板的两端铰接,两托轮装置的另一侧底部下方分别设有铰链梁,托轮装置与铰链梁之间设有弹性橡胶垫,当从动托轮组与滚圈接触时,中央基板处于浮动状态。
与现有技术相比,该装置方法有益效果是:使托轮组中线与窑体滚圈轴线自动对中,避免托轮与滚圈的过度磨损,提高了托轮与滚圈的使用寿命,降低了窑体的维修成本、运行成本和投资成本。